Raspini lavorati a mano di Liogier
Le raspe lavorate a mano si differenziano notevolmente da quelle lavorate a macchina. L'asportazione del materiale è significativamente maggiore con una sorprendente qualità della superficie grazie ai denti ultrasottili e irregolarmente lavorati.
LIOGIER produce solo su ordinazione. Pertanto, abbiamo sempre una selezione delle sue raspe in magazzino per poterla fornire immediatamente.
La direzione di taglio dei denti di queste raspe è orientata in modo tale da sviluppare l'ottimale effetto di taglio in uso destro.
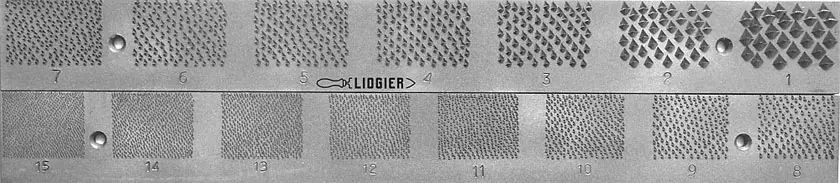
I colpi delle raspe Liogier sono numerati da n. 1 a n. 15, dove n. 1 è il più grosso e n. 15 è il più fine. Nella pratica vengono utilizzati quasi esclusivamente i colpi da 4 a 14.
Produzione di raspe lavorate a mano da Liogier
1) La forgiatura
Auf 1250 °C erhitzt wird der Stahlrohling ausreichend formbar um geschmiedet werden zu können.
Dies geschieht durch Gesenkschmieden: Dies ist das einzige Verfahren, durch das die Integrität der inneren Materialstruktur gewährt werden kann und verhindert dass sich Falten oder Lufteinschlüsse im Rohling bilden.
Außerdem garantiert die Kompression des Materials entsprechend der Teileform einen Faserverlauf im Stahl, der ihm eine extreme mechanische Festigkeit verleiht.
 La forgiatura")
2) La modellazione e la preparazione della superficie: L'obiettivo è la forma perfetta
Riscaldato a 1250 °C, il semilavorato in acciaio diventa sufficientemente malleabile per poter essere forgiato.
Questo avviene tramite la forgiatura a stampo: questo è l'unico processo che può garantire l'integrità della struttura interna del materiale e impedire che si formino pieghe o inclusioni d'aria nel semilavorato.
Inoltre, la compressione del materiale in base alla forma dei pezzi garantisce un andamento delle fibre nell'acciaio, che conferisce una resistenza meccanica estrema.
 La modellazione e la preparazione della superficie: L'obiettivo è la forma perfetta")

3) La battitura a mano: Un know-how unico
 La battitura a mano: Un know-how unico")
4) La tempra
La formazione di un raspatore dura 2 anni e per battere una raspa ha bisogno di fino a 90 minuti.
In questo caso non si tollera un colpo sbagliato. Il pezzo deve essere smaltito e si deve ricominciare da capo con un altro grezzo. Tuttavia, ne vale la pena. Il risultato è notevole: uno strumento eccellente, che non ha nulla a che fare con le raspe e le lime a coste prodotte in serie dalle macchine.
 La tempra")

Zugehörige Produkte

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania

Disponibile, tempi di consegna: 1-3 giorni lavorativi in Germania